1. INTRODUCTION
Worldwide, the accumulation of plastic waste is growing each year and poses large environmental problems. Yet, plastic can be seen as a resource if it is recycled to produce new products. Engineers must determine how to recycle or repurpose this waste plastic in an environmentally friendly and economically viable way to make plastic recycling sustainable and help to reduce the large plastic pollution problem (Al-Salem et al., 2009). Fused deposition modeling is an additive manufacturing process in which a thin filament of plastic feeds into a machine with a print head consisting of a heated extruder (Wong and Hernandez, 2012) to 3D print by depositing many layers one over another. This manufacturing method is ideal to repurpose waste plastic for the creation of new and useful parts.
Currently, plastic recycling systems exist which shred waste plastic into pellets which are then passed to an extruder to make filament that can be used in a 3D printer. These systems are relatively cheap and easy to construct and are growing in development for both large-scale and personal-scale uses such as the ones designed by Hakkens with Precious Plastic (2018). However, in these systems, the extruders use electrical power to generate heat on the extruder barrel to melt the plastic pellets.
The aim of this project is to increase the environmental friendliness of this plastic recycling process. This is accomplished by exploring the possibility of using solar power rather than electricity to generate the heat required for melting plastic in the extrusion process to create 3D printing filament. Using solar power to generate heat makes the process more environmentally friendly and sustainable.
Solar thermal technology is used to collect and transform the solar energy into heat, in contrast, to photovoltaic cells, which first converts solar energy into electrical energy. Numerous designs for solar thermal systems exist which vary for different applications as reviewed by Thirugnanasambandam et al. (2010). While solar thermal collectors have been used to create electricity and heat various fluids for energy systems, these systems have not yet been used directly for plastic recycling applications which are the novelty of this work. The Scheffler parabolic solar thermal collector (Scheffler, 2006; Kumar et al., 2017) is used in this work to provide the required heat to melt the plastic pellets. The advantage of these solar thermal installations is the simplicity of building it in a small and personal scale, in addition to its direct heat collection at small focal point which is appropriate for filament extrusion. Therefore, this project explores the feasibility of connecting solar energy to plastic recycling for the purposes of creating 3D printing filament which is a novel concept.
2. MATERIALS AND METHODS
Within the generally established plastic recycling system of shredding waste plastic, drying the pellets, and then feeding the pellets to an extruder to make 3D printing filament, the suggested methodology will focus specifically on two aspects: An appropriate solar collector for heating and a heat receiver on the barrel of the extrusion machine. The other aspects of a complete system such as the shredding, drying, and filament winding downstream of the extruder will not be addressed to maintain focus for this work on providing heating to the extrusion barrel by way of a solar collector.
2.1. Solar Collector
Solar thermal energy can be obtained from several types of collector designs: Flat-plate, compound parabolic, evacuated tube, parabolic trough, Fresnel lens, parabolic dish, and heliostat field collectors (Soteris, 2004). In general, the collectors can be classified as concentrating collectors for high-temperature requirements and non-concentrating ones for low-temperature heat requirements. In this work, for the purpose of plastic melting, a concentrating collector capable of achieving high temperatures needed for melting plastic is required. In the specific application of plastic extrusion, the heat is required to be applied at a small area located on the end of the extrusion barrel. Therefore, the parabolic dish concentrator is an appropriate type for our application since it has a high concentration ratio and focuses on one point (Soteris, 2013). For most parabolic dish designs, the focal point of the dish moves with the dish as the dish tracks the sun through the sky for best efficiency. However, for the application of plastic recycling, the heated extrusion machine needs to be stationary and is impractical to move with the dish to track the sun. One variation of parabolic concentrating dishes is the Scheffler dish (Scheffler, 2006), which has a fixed offset focus with direct heating and can track the sun along the arc that it follows in the sky for better performance. The fixed focus capability is the main reason for selecting this solar collector, and due to plastic melting purposes, it allows the recycling machine to stay stationary while the dish moves to track the sun. Having a stationary recycling machine greatly simplifies the design of the system. In addition, the Scheffler dish is relatively simple to construct with steel materials and mirrors, especially for the small size type of 2.7 m2. Moreover, the tracking mechanism is simple and consumes little energy to operate. The efficiency of the Scheffler concentrator has been calculated for water heating between 21.6% (Rupesh et al., 2011) and 40–50% (Nene and Suyambazhahan, 2012). Finally, the availability of the 2.7 m2 size blueprints as open source guide construction (Gomez et al., 2010) is an asset for the scalability of such systems. Therefore, in this work, a small size Scheffler reflector area of 2.7 m2 has been built, with local skills and available materials. The details of the construction are not documented in this paper as this is already documented in construction guides (Gomez et al., 2010), and the focus of this paper is the novel use of the collector. Figure 1 shows the Scheffler reflector built for this work. In the offset focus, a new type of heat receiver is designed which transfers the heat to the extruder barrel as explained in the next subsection.

Figure 1. Scheffler solar collector created for this work
2.2. Receiver
Building an extruder is a fairly standard procedure and is not unique to this project. However, one of the advantages of this project is that it is scalable by being reproducible for people in most parts of the world. Therefore, the base design for the extruder is taken from Dave Hakken’s design (2018) with the Precious Plastic project, which provides free open-source plans for plastic recycling machines that can be constructed with basic tools.
The unique part of this work is to build the extruder in a way that collects the heat at the focal point of the solar collector and distributes it to the nozzle region of the barrel. The focal point of the solar collector is elevated approximately 2 m above the ground for the latitude of Erbil where the project takes place. Therefore, the extrusion machine was mounted on a stand to bring the location that needs heating into the elevated focal point of the solar collector. Figure 2 shows the extrusion machine mounted on the stand.
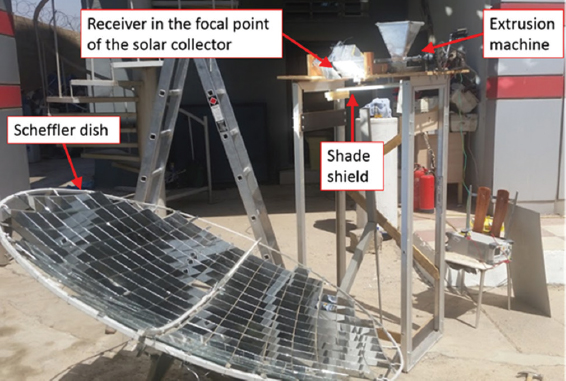
Figure 2. The extrusion machine is mounted on a stand, so the receiver is in the focal point of the solar collector
To receive the heat at the focal point and distribute it to the barrel of the extruder, a receiver was designed. The receiver block connected to the extrusion machine is shown in Figure 3. The surfaces of the receiver not exposed to the solar rays are insulated with fiberglass insulation sheets to reduce heat loss to achieve higher temperatures. The insulation received with the insulation enclosed in a sheet metal covering is shown in Figure 3. The receiver has a 15 cm diameter base, coated in flat black paint for heat absorption, on which the reflected sunrays from the solar collector focus which heats the receiver. The end of the extruder barrel connects directly to the receiver. This allows the feeder screw to carry the plastic pellets down the barrel and directly through the receiver where they are heated and melted. A nozzle with an appropriately sized hole is attached to the receiver, so the melted plastic is pushed through the hole to create the filament. To monitor the temperature of the receiver, an industrial popular K-type thermocouple is located near the extruder nozzle. Figure 4 shows the diagram of the design described above.
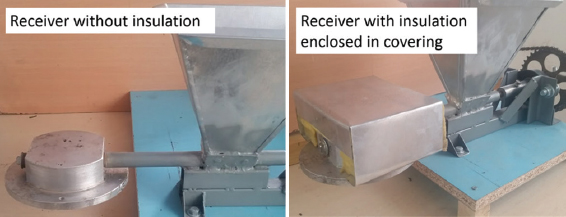
Figure 3. Receiver connected to the extrusion machine shown with and without the insulation
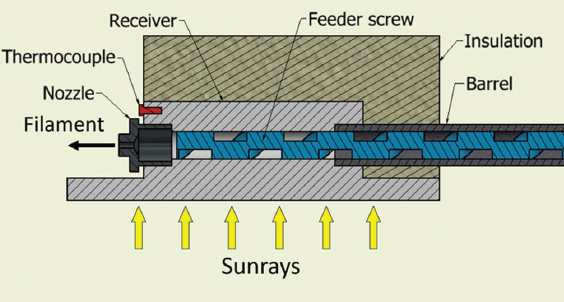
Figure 4. Diagram of the receiver design integrated with the extrusion machine
The receiver should be made from a metal with a high thermal conductivity to most efficiently conduct heat from the solar collecting surface to the barrel zone. Copper would be ideal for its high thermal conductivity, but for considering the reproducibility of this project, cost is also an issue. Aluminum has a thermal conductivity of about 50% less than copper; however, it is less expensive than copper and yet still has a higher thermal conductivity compared to other commonly available metals. Therefore, aluminum was selected from which to create the receiver.
The final piece of the extrusion receiver system is to develop a method to regulate the temperature of the receiver to maintain a constant temperature which is necessary for the steady-state process of filament extrusion. In a standard electrical heating system, the temperature is controlled using a Proportional Integral Derivative (PID) controller to control the power supply to the heating elements on the barrel. However, in the case of using a solar collector for heating, the temperature must be controlled in another way as there is no electrical power supply to regulate. For this solar application, the temperature is controlled by providing cooling through shading the receiver from the sun rays with a shield. The shade shield is operated by an electric motor and can be rotated back and forth to provide shade for cooling or expose the receiver to the sun rays for heating. This shade shield is controlled by the PID controller that monitors the temperature of the receiver by way of the thermocouple. A diagram of the shade shield design is shown in Figure 5 as viewed from the perspective of the dish looking directly at the receiver, and the red arrows show the direction of rotation of the shade shield. Part A in Figure 5 shows the shade shield in the shading position as it covers the receiver, and part B in Figure 5 shows the shade shield rotated out of the way to expose the receiver (shown in black) to the sun rays for heating.
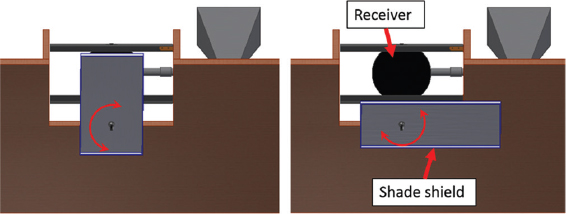
Figure 5. Diagram of the shade shield device for temperature control
3. RESULTS AND DISCUSSION
The construction of the extruder and solar collector was accomplished with all locally available resources that can be easily required in most parts of the world. To determine the feasibility of the system, the main data to collect are the temperature of the receiver. If the solar collector can heat the receiver to the required melting temperature for different types of plastic, then the system is feasible. Therefore, the main goal of the experimental work for this stage of the project is to heat the receiver using the solar collector to a temperature required for melting plastic. Many types of plastic can be recycled, but one of the most common plastics found in household waste is high-density polyethylene (HDPE). The melting point of HDPE ranges from 120°C to 180°C and is a common recycled material used to make 3D printing filament.
Two different devices are used to measure the temperature at the receiver. First, the infrared thermometer (Model: Nubee NUB5800H, with a range from -50 °C to 500 °C ) is used on the heated surface of the receiver. Second, an industrial K-type thermocouple is connected to the PID temperature controller (Model: OBYB THD-700P with a range of control 0 - 400°C), to measure the internal temperature of the receiver near the nozzle. These devices are pre-calibrated from the factory and are sufficient for the purpose of this study to determine the feasibility of the system.
This experiment was conducted on a day with no cloud cover when the ambient temperature was 42°C. Figure 6 below shows the temperature increase versus time of the receiver as it is exposed to the sunrays from the solar collector. For comparison, one curve was measured with a thermocouple inserted inside the receiver to measure its temperature, and the second curve is taken with an infrared thermometer gun aimed at the flat black surface where the solar beams are focused. It is expected that the infrared thermometer gun reads a higher temperature as it samples the temperature on the bottom surface of the receiver which is exposed to the sun while the thermocouple measures the internal temperature as shown in Figure 4. The thermocouple was used to control the temperature with the PID. The setpoint of the PID temperature controller was set to 160°C to demonstrate the ability to regulate the temperature. After 16 min, the thermocouple temperature reached 160°C, and it was regulated via the PID controller that operated a shade shield. The temperature was regulated at ±3°C for 7 min to demonstrate controlling capabilities. This temperature-controlled data are highlighted in Figure 6.
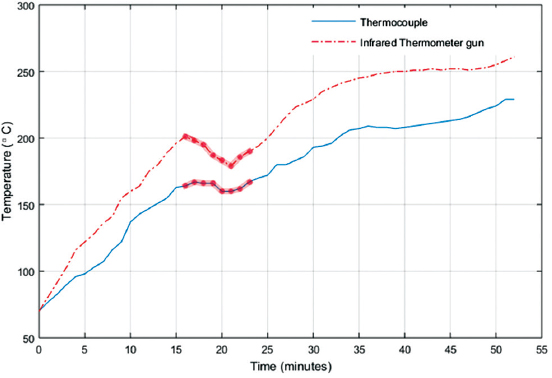
Figure 6. Temperature versus time curve of the receiver
Next, the temperature was allowed to increase without control to determine the maximum temperature. The thermocouple temperature reached 229°C, while the infrared measured 255°C. These temperatures are hot enough to extrude many other types of plastics other than HDPE. The difference in temperature is due to the thermocouple being mounted on the external non insulated surface of the receiver while the infrared thermometer gun takes the temperature at the surface exposed to the sunrays. To demonstrate the functionality of the system, we used HDPE pellets from shredded water bottle caps to extrude a small amount of filament. A large amount of filament was not produced as the equipment which cools the filament after extrusion and winds it onto spools is not yet developed at this stage of the work. However, this work successfully demonstrates the concept of using solar power for plastic recycling as sufficient heat is generated with the system for melting HDPE plastic.
4. CONCLUSION
A promising way toward a future of better plastic waste management is recycling the material. This project demonstrates that it is possible to use solar power to generate sufficient heat to melt plastic to make 3D printing filament on a small, personal scale. Considering reproducibility, the system can easily be manufactured worldwide with available materials and basic skills. Future work can investigate how to scale up the system in terms of size and quantity of plastic to be recycled using solar-powered systems. To further develop the capability of this system to produce 3D printing filament, the three main areas to develop are the regulation of temperature for a longer amount of time, the processing of the filament to cool it and wind it into spools, and the ability to track the sun in an automated way for longer operation times. In addition, future work can be done to further make the system independent of electricity using solar energy to power the motor used to drive the extruder and other electrical components in the system. However, this work is a crucial first step forward in exploring environmentally friendly energy methods to power plastic recycling.